化工生产中压力表检定及应用技术探究
本文重点介绍了化工生产中压力表检定及应用技术的探究。论述了检定人员对日常检定中检定要求及可能出现的故障 作了详细阐述,对其精度可能产生的影响进行了重点分析及处理,在一程度上提高了检定工作的技术水平和检定结果的稳定 性。
指针式压力表是目前化工生产中生产过程中应用最为 普遍的压力测量仪表之一,品种与结构繁杂、数量及应用场 合较大。目前,我公司现场压力表的检定与操作程序大多由 专业检定人员经过手工或自动进行调校,此方式的检定不仅 检定效率低、劳动强度大,而且精度受人为因素影响大。压 力表属精密机械零部件,其装配、检定、拆装、安装等工序 都是压力表使用过程中非常重要的环节,其检定、装配品质 的好坏直接影响压力表使用是示值的精度等级。本文根据笔 者日常检定中所遇到的一系列技术问题,总结了压力表检定 及使用中的问题,对压力表在生产中精确应用、减少检定人 员工作强度,起到了一定的作用。
1.压力表工作原理
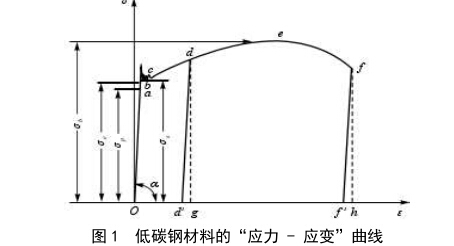
在化工生产中,指针式压力表主要是用于液体、气体与 蒸汽压力的测量。压力表选择、检定、装配正确与否,可直 接影响所需提供的数据;其检定检测环境的影响也是非常重 要的另一参考因素。化工生产中常规压力表的工作原理是利 用弹性敏感元件(如弹簧管)在压力和真空作用下,产生弹 性变形引起管端位移,其位移通过机械传动机构进行放大, 传递给指示装置,再由指针在刻有法定计量单位的分度盘上 指出被测压力或真空量值。如图1所示为低碳钢的“应力一 应变曲线为例,说明了材料的弹性特性与压力表 弹性元件的基本特性关系。同时也说明了指针式压力表弹 性元件的重要作用,其与应耐压力有着非常重要的关系。
2.检定过程中的基本步骤
2.1外观检查
化工生产中的计量检定人员应根据JJG52—2013《弹性 元件式一般压力表、压力真空表和真空表》国家计量检定规 程、要求进行检定。对环境条件有如下要求:温度(20±5°C), 相对湿度小于85%,等温2 h以上,环境压力:大气压。对 于一块待检压力表,首先必须进行外观检查,用目力观测压 力表的外形、标志、读数部分、表盘内容。要区别观测带有 和没有止销的压力表是否符合检定规程中的要求并在“压力 表检定记录”上记录检查结果。
2.2零位检查
要区别观测带有和没有止销的压力表是否符合检定规 程中的要求并在“压力表检定记录”上记录检查结果。对于 压力表的指针偏离零位分度线的位置应小于或等于最大允 用误差绝对值。一些特殊压力表和真空表的指针应紧靠止销 并压住零位分度线,比如圆形压力真空表的指针应位于零位 分度线内。对有调零装置的隔膜压力表,调整零位允许在检 定前,但在检定过程中不允许再有调整零位的情况。
3.检定过程中常见故障及调校方法
压力表在检定过程中,常会出现一系列的检定中常见的 问题,使检定工作不能很好地继续与开展,其中有些问题通 过工作人员正确处理后可以得到解决与完善。
3.1指针不回零位
在检定过程中,我们有时会遇到游丝没有足够盘紧或张 大,此时可以脱开中心齿轮与扇形齿轮的啮合,反时针旋动 中心齿轮轴以增大游丝反力矩;当机芯固定位置不当,连杆 与扇形齿间夹角太小,应改变机芯位置或增加啮合齿数。
3.2压力表指针出现滞针或跳针现象
检定中,如遇到指针与显示刻度盘相碰有磨擦。可矫正 指针,可将刻度盘上指针轴孔扩大一些;遇到机芯齿牙有锈 蚀、磨损,或齿间有毛剌、污物存在,清理或更换机芯;当 中心齿轮轴弯曲,轴径不同心,可取下齿轮用木锤或平口钳 矫直。
3.3压力表误差等量的增加或减少
在整个测量范围内,指针读数总是与标准示值相差某一 固定值,如果指针安装不正确,可重新起针调整指针的安装 位置,但是如果误差极小时,可能通过微量转动表盘即可解 决问题。
3.4压力表误差成比例地增加或减少
我们在检定中,会出现压力表误差成比例增加或减少, 这种误差的压力表主要是传动比发生变化导致的。处理方式 如下:压力表误差逐渐增大时,将示值调节螺钉往右(下)移, 扩大扇形齿轮短臂的臂长,将传动比调低;压力表误差也会 随调校逐渐减小。
4.结语
本文重点阐述解决化工生产中现场压力表检定过程中 等存在的诸多问题,通过借鉴相关技术标准和历史资料,结 合实际情况,对压力表检定中各个环节可能出现的问题进行 对比及分析,强调了压力表检定应用技术知识在压力表检定 方面的重要作用,针对现场存在的问题,在检定过程、故障 调校等方面提出了建议,以期与同行业共同探讨及推广。
上一篇:压力表检定不确定因素探析
下一篇:智能压力表检定仪应用实践微探

