关于压力表检定工作中高效判断排除故障的方法
在压力表的检定工作中,常常会出现故障,针对故障判断难、调修效率低的问题,从弹性元件 式一般压力表的故障现象、结构原理分析入手,结合个人的实践经验,分析弹性元件式一般压力表常见故障 判断与调修方法,不仅有效提高故障判断准确率和调修效率,并且对测量的可靠性和准确性做出了保障。
1.概述
压力表是指以弹性元件为敏感元件,测量并指 示高于环境压力的仪表,它几乎遍及所有的工业流 程和科研领域。在热力管网、油气传输、供水供气 系统、车辆维修保养厂店等领域随处可见。尤其在 工业过程控制与技术测量过程中,由于机械式压力 表的弹性敏感元件具有很高的机械强度以及生产方 便等特性,使得机械式压力表得到越来越广泛的应 用。它有监视受压容器内部所充介质的工作情况, 了解生产过程中物料变化状态的作用。在使用中, 其计量性能合格与否直接影响安全生产,中车大同 电力机车有限公司计量中心每年担负着公司内千 余块压力表的检定工作。在近几年的工作中,发现 有故障问题的压力表占总量就有50%多,如果按照 JJG52-2013《弹性元件式一般压力表、压力真空 表和真空表》检定规程要求,这些故障压力表将面 临报废,势必对公司造成巨大的资金浪费。如果检 定员在检定过程中,能够对这些仪表进行适当的调 整和修理,使压力表的计量性能达到检定规程要求, 不仅可以继续投入使用,延长使用寿命,而且还能为公司节约成本。
弹性元件式一般压力表在使用中,由于振动、 腐蚀、磨损、变形、灰尘、油污等多种原因,使其 计量性能发生变化、损伤精度、产生超差。主要表 现为:无指示、示值超差、指针变动量超差、指针 不回零、回程误差超差等。
2.弹性元件式一般压力表的结构原理
(1)压力表的结构结构如附图所示。
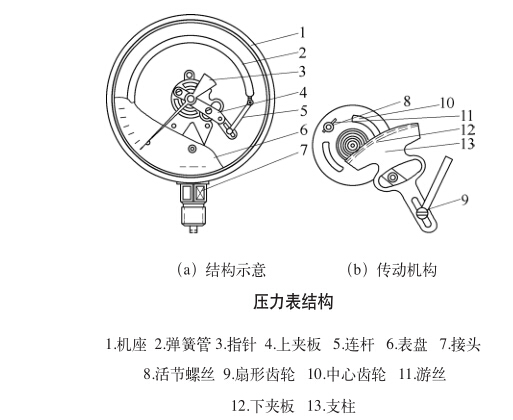
弹簧管:管内压力变化使管子自由端产生位移, 带动传动机构动作,管内压力与自由端位移成线性 关系。
传动放大机构(机芯):由扇形齿轮、中心齿 轮、游丝等组成。主要作用是将弹簧管自由端微 量位移进行放大,并把直线位移转变为指针的角位移。
指示机构:由指针、刻度盘等,主要作用是将弹 簧管的弹性变形量通过指针转动指示出来,从而在 刻度盘上读取直接指示的压力值。
游丝:主要是消除中心齿轮与扇形齿轮啮合时 的间隙,同时被测压力消除后帮助指针回到零位。
表壳(机座):主要是固定和保护上述部分的 零件。
(2)压力表的工作原理
弹簧管在压力或真空 作用下,产生弹性变形引起管端位移,此位移通过 传动机构进行放大,转变成中心齿轴的转动,从而 带动指针转动,于是就可以从刻有法定计量单位的 分度盘上读出被测压力或真空量值。
3.常见简单故障的高效判断调修方法
弹性元件式压力表的故障形式繁多,一块表通 常带有综合故障,多种故障并存,相互影响。下面对 工作中常见的故障进行分析,并总结出高效的调修 方法。
(1)压力表无示值故障分析:是管内污物 淤积阻塞,或更簧管裂开,或自由端和拉杆脱开, 或齿轮磨损多,无法啮合。
调修方法:清洗弹簧管,或更换弹簧管,或装 上销子,或更换齿轮。
(2)指针有跳动故障分析:指针与表盘接 触,或指针轴弯曲,或扇形齿轮倾斜,或小齿轮脏 或锈蚀,或游丝散乱。
调修方法:指针与表盘间距调适中,或将针轴 校直,或清理齿轮,或调整重装或更换游丝。
(3)零点出现正负超差故障分析:由于弹簧 管的弹性后效,或测压中超压过冲使齿轮脱开,或 快速泄压使齿轮初始啮合位置脱开又啮合,或弹性 元件疲劳造成。
调修方法:取下指针和表盘,调整游丝松紧, 重装表盘和指针。
(4)对于同一检定点误差相同故障分析: 由于指针与齿轴松动,发生相对滑动,造成指针与 齿轮错角度。
调修方法:取下指针,加压到除零点外示值 时,重新安装指针,并校准示值。
(5)对于某一点出现超差故障分析:由于两 个齿轮的某个啮合位置存在污垢,或齿轮某个齿上 有伤。
调修方法:出现正超差时,说明齿轮啮合处有 凸点,需清理齿轮处污垢或毛刺,如出现负超差 时,说明齿轮啮合处有凹点,需更换齿轮。
4.常见复杂的故障高效判断调修方法
(1)测量上限示值超差故障分析:在检定压 力表时,测量上限出现示值误差超过允许误差的现 象,也是由于弹性元件后效、弹性迟滞以及残余变 形的积累,或弹性元件的材料疲劳强度达到极限 等原因造成。对于一般压力表,国家规程JJG52 - 2013中规定,测量上限(90%~ 100%)的允许误 差除4.0级表外,可以降低一个准确度级别,大部分可以不调整。小部分的大超差任需调整。
调修方法:如果出现正超差,调整扇形齿轮尾部 拉杆在槽孔中的固定位置。拧松活节固定螺钉向尾 部方向挤推增大臂长,若调负超差,则减小臂长。
(2)示值前快后慢超差故障分析:压力在测 量范围的前半部呈现正误差,后半部却呈现负误 差,以致超过允许误差的现象,是由于初装时,扇 形齿轮与中心小齿轮的初始啮合位置不当,或由于 弹簧本身的实际承压能力与应有的承压能力有较大 的差异,而出现的失调现象。
调修方法:这种误差,单靠调整臂长是无法解 决的,只有改变扇形齿轮与小齿轮的初始啮合位置 才能解决。必要时缩短拉杆长度。调整时,松开 下夹板上的固定螺钉,将齿轮传动机构按逆时针方 向转动一点,然后紧固螺钉。在初始夹角调整后, 在对示值误差进行测定。当增压到测量上限的一半 时,夹角约等于90°,这时整个测量范围内一般能 得到一致的误差。然后再调整臂长解决正负超差现 象。
(3)示值前慢后快超差故障分析:现象与前 者恰巧相反。
调修方法:调整时,松开下夹板上的固定螺 钉,将齿轮传动机构按顺时针方向转动一点,然后 紧固螺钉。笔者通过实践经验建议,当增压到测量 上限的一半时,夹角沾0°,此时安装指针既可以 按偏角大小确定合格与否,又可合理分配误差,调 整起来也快些。
(4)示值变动量前小后大故障分析:当传动 零件的轴向间隙过大,或齿轮啮合间隙过大,或指 针轴套松铆,以及游丝力矩过小,都会造成示值跳 动反复变化不定的动荡位移。反之,当齿轮啮合间 隙过小,拉杆与扇形齿轮尾部的示值调节螺钉固定 太紧,或轴孔太脏,则会出现示值跳动后不再变化 的摩擦位移。
调修方法:当压力表随着压力值的增大,示值 轻敲位移从小变大或从没有到有时,取下表针、表 盘,用手轻轻地扳一扳弹簧管,确定升压时游丝是放 松或是紧缩。如果是紧缩,说明游丝张力太大,这时 可打开上夹板的固定螺钉,使游丝稍微放松,以减小 游丝张力,这样可使示值轻敲位移变小或消失;相 反, 如果升压时游丝是放松, 说明游丝太松, 可使游 丝稍微紧缩以增大游丝的张力,可减小或消除示值 轻敲位移。
(5)示值变动量前大后小这种情况与上述情 况正好相反,可按照与上述同样的方法向相反方向 调整游丝的松紧即可减小或消除示值轻敲位移。
5.调修过程中的改进建议
在检定过程中出现的一些简单故障时,往往按 照上述调修方法能够更快、更精地去修好它。而对 于一些复杂的故障,比如说需要调修机芯时,并非 一次性能够调好。就笔者碰到的大部分压力表,一 般在底座、下夹板和扇形齿轮上都没有刻度,在调 修过程中,为了提高效率,一般在初始位置会做个 标记,之后调整螺钉位置进行再次检测,如果不满 足规程要求,会根据两次检测数据参
照螺钉位置进行下一次调整,由于没有规范的 刻度线,对于调修的效率,就取决于检定员的经 验。所以笔者建议,在螺钉移动处,尤其是在连杆 紧固螺钉移动区域标记刻线。
6.结语
本文最开始先简单介绍了一般压力表的结构和 工作原理。其次,结合自己在检定工作中对一般压 力表常见的简单和复杂故障现象进行分析,重点分 析了引起非线性超差和示值变动量超差的复杂原因 和高效的调修方法。这些方法不仅能够减少拆装次 数,提高工作效率,而且还能为公司节约成本。最 后,就工作中遇到的不便提出一点建议。
运用高效的判断调修方法,才能提高准确率和 调修效率,并且对测量的可靠性和准确性做出保 障。
下一篇:压力表原位计量检定测试方案分析

