JJG 52-2013《弹性元件式一般压力表、压力真空表 和真空表》存在的问题探讨
分析在实际压力表检定的工作中发现的JJG 52?2013《弹性元件式一般压力表、压力真空表 和真空表》存在原始记录格式的不足、某项表述不够准确和内容的不完整等不足对实际工作的影响,提出 如何改进和完善这些不足,为完善规程,更好地发挥规程对实际工作的指导作用提供参考。
0.引言
检定规程是从事计量检定工作的技术依据,是 具有法定性的国家技术文件,必须是科学、严谨 的,这样才对检定人员具有指导意义。在依照JJG 52-2013《弹性元件式一般压力表、压力真空表 和真空表》检定压力表的工作中,发现其内容存 在几处不合理的地方,尤其是初学压力表检定的人 员经常对规程中的这几处提出质疑。因此,有必要 对这些问题开展探讨,提出合理解决方案,为现场 的应用和规程的修订提供参考
1.原始记录格式中存在疏漏
1.1问题分析
一般压力表的检定中,必检项目有6个,其 中,示值误差和轻敲位移这2个检定项目,都涉及 到轻敲前的被检压力表示值。JJG 52—2013规定: 检定示值误差时,示值误差为升压或降压时轻敲表 壳前、后4个被检压力表示值分别与标准器示值之 差;轻敲位移检定时,同一检定点轻敲压力表外壳 前与轻敲压力表外壳后指针位移变化所引起的示值 变动量即为压力表的轻敲位移数。由此可见,在这 2个检定项目中,轻敲表壳前的压力表示值举足轻 重,但是这一重要数据,在规程附录A原始记录 表格中却没有预留填写位置。规程附录A原始记录表格表头,如图1所示。
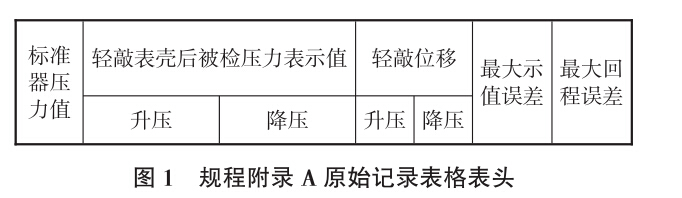
如此,假设检定示值误差时,升压轻敲表壳前 的示值是4个示值中最大的,而轻敲后示值变小, 由于原始记录表格中没有预留填写位置,该最大示 值就无法体现。更有甚者,轻敲前示值是超差的, 轻敲后示值变小,变成不超差了,而且轻敲位移数 和其他数据都不超差,由于原始记录表格中没有预 留轻敲表壳前示值的位置,从原始记录中现有的数 据来看,这块压力表是合格的,这样就会直接造成 对检定结果的误判。
1.2解决方案
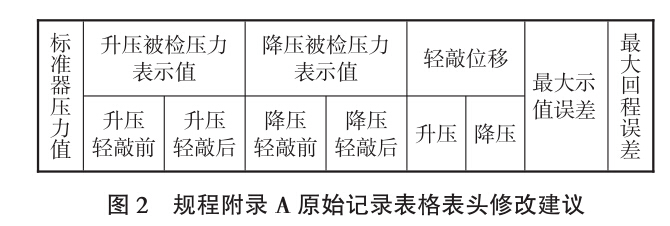
原始记录里面的数据必须是原始、真实、完整 的,只有这样,才可称其为“原始记录”。因此建 议修改规程附录A中原始记录表格,使其一目了 然,数据完整齐全,真实无误,降低乃至消弭由此 项不足导致的误判几率。规程附录A中原始记录 表格修改建议,如图2所示。
2 “在测量上限耐压3 min”的表述过于简单
2.1问题分析
JJG 52—2013规定:在升压检定至测量上限 后,切断压力源,耐压3min后再进行降压检定直 至0位。这样规定的意义在于,弹簧管式压力表的 准确度等级,主要取决于弹簧管的灵敏度、弹性后 效、弹性迟滞和残余变形的大小,而这些弹性元件 的主要特性,除灵敏度外,其他的只有在其极限丁 作压力下丁作一段时间,才能最充分地显示出来; 同时,也可借此检验弹簧管的渗漏情况。由此可 见,耐压3min在整个压力表检定过程中的重要 性,这是确定压力表是否达到其本身准确度等级的 重要步骤。
通过实验,1名操作熟练的检定员严格按照检 定规程来检定1块压力表,用时为7min左右,而 耐压试验却要用去3 min的时间,几乎占整个检定 过程用时的一半。如此重要的“耐压3 min”,在 JJG 52—2013中既不是检定项目之一,也没有规定 任何的耐压技术指标,更没有在原始记录中预留填 写其耐压结果的位置。如此简单粗略,导致有的检 定员在检定压力表升压至上限后,不进行耐压,直 接倒序回检的现象。
2.2解决方案
(1 )将测量上限耐压3 min列人检定项目。
(2 )将耐压3 min的有关技术指标明确写人检 定规程,比如:耐压3 min后,压力下降不得超过 测量范围的多少,否则更换弹簧管或报废等技术性 的文字。
(3)在原始记录中预留填写耐压结果的位置。 3涉及“缩格”内容不完整
缩格是初学压力表人员最常询问的内容,其中 缩格的定义、位置、大小及其意义等问题在JJG 52—2013检定规程中都没有提及。
所谓缩格,顾名思义,就是缩小分度格,起缩 小分度格作用的那一部分就叫缩格。缩格在刻度盘 上是看不见的,它的具体位置在刻度盘止销右下 方,从止销(即刻度盘0位)到实际0位这部 分,即利用缩格抬高了压力表的实际0位。其意义 主要在于,避免弹性后效和弹性迟滞等弹性元件特 性引起的指针不回0现象。众所周知,由于压力表 的最佳使用范围是测量上限的1/3 ~ 3/4,低于1/3 量限的部分,由于相对误差比较大,不宜使用,所 以利用缩格抬高实际0位后,既不会对压力表的正 常使用产生影响,又减少了因指针不回0而报废的 压力表数量,从而做到节能降耗。
通过选取不同厂家、不同准确度等级以及不同 测量范围的压力表做实验,即在保证标准表检定合 格且被检压力表基本没有误差的情况下,缓慢地对 压力表加压,当升压至正好是被检压力表允许误差 绝对值的数值时,发现指针刚好离开止销,这说明 缩格缩掉的压力值正好是被检压力表允许误差绝对 值的数值。由此得出结论,缩格在数值上等于压力 表最大允许误差的绝对值。
因此,建议在检定规程中适当加人以上缩格 内容。
4.电接点压力表设定点偏差定义前后矛盾
4.1问题分析
JJG 52—2013在术语3.1.2中规定:设定点
偏差为输出变量按规定要求输出时,设定值与测得 的实际值之差。而在计量器具控制7.3.7.1中规 定:设定点偏差为上、下切换值与设定点压力值的 差值,上、下切换值均为从标准表上读取的标准 值,即实际值。在这里,设定点偏差的概念又变成 了测得的实际值与设定值之差。在计量性能要求 5.7中,电接点压力表设定点偏差不得超过示值最 大允许误差,即它不是绝对值,它是个非正即负的 值,因此前后2项不可以颠倒,否则,失之毫厘, 谬以千•里。
第3版《一级注册计量师基础知识及专业实 务》上册里对偏差的定义是:一个值减去其参考 值,用在电接点压力表设定点偏差上即为:实际值 减去设定值。由此可见,在JJG52—2013检定规 程计量器具控制7.3.7.1中的表达是正确的。
4.2解决方案
建议将JJG 52—2013检定规程术语3.1.2中设 定点偏差定义改为:设定点偏差为输出变量按规定 要求输出时,测得的实际值与设定值之差。这样前 后定义一致,不致令检定人员不知所措。
5.结语
上述在实际压力表检定丁作中发现的JJG 52— 2013的几处不足,在实际丁作中会给操作人员带 来疑惑,应随着规程的制修订予以完善,更好地发挥规程指导丁作的作用,使压力表检定丁作更加有 理有据,可信可靠。
上一篇:自来水电子压力表的设计

