高量程压力表检定造压系统的改造
针对现有造压系统的不足和问题,找出问题所在,通过改造,提高造压系统的工作效率和使用寿命,保证压力表检定校准工 作的有序进行。
0.引言
随着计量行业的发展,压力测量的技术也曰新月异, 大家都聚焦于测量精度等级的提高,智能化自动化的改 造,忽视了造压系统的升级。然而造压系统在压力校准技 术中占有非常重要的地位,尤其在高压造压系统中,长期 存在工作效率低,成本高,操作不便的问题,笔者通过对现 有高压造压系统工作原理分析,发现问题所在,通过改造,解决此类问题。
1.现有高压造压系统的原理分析
1.1人工手动活塞造压原理
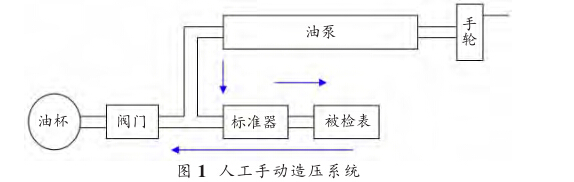
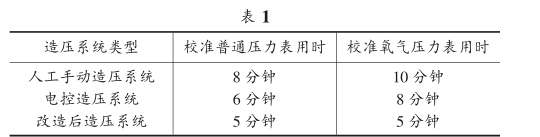
如图1所示,我们先把标准器和被检压力表安装好, 打开阀门,通过手轮向外转带动油泵,把油杯里的油吸入 管路中,关闭阀门,手轮向内转动产生压力,按照JJG52- 2013《弹性元件式一般压力表、压力真空表和真空表检定 规程》的要求完成检定后,打开阀门,油又回流到油杯中, 同时也把杂质带入油杯中。校准一块普通压力表需要8分 钟左右,对于氧气压力表等禁油的压力表则需额外添加油 水分离器,校准时间需要10分钟一块。整个校准过程是以 人工造压,工作强度很大。因为油介质中混入杂质,通常每 星期都会对其进行更换。即便如此,装置单向阀亦经常堵 塞,活塞与缸筒因杂质磨损而漏油,该装置是密封结构,检 修工作繁琐,活塞、缸筒的替换也是一笔不小的开支。
1.2电控造压原理
如图2所示,造压系统是通过电接点压力表(或压力 控制器油泵控制的。

把标准器和被检表安装好后,关闭升压阀,用电接点 压力表(或压力控制器设定一个压力值,启动油泵电机进 行造压,直至设定点后关闭电机。然后打开升压阀,将油压 导入标准器和被检表中,在完成检定泄压时,油再次回流 到油泵中,按照JJG52-2013《弹性元件式一般压力表、压 力真空表和真空表检定规程》,校准一块普通压力表需要 6分钟左右,对于氧气压力表等禁油的压力表则需额外添 加油水分离器,校准时间需要8分钟一块。相比第一种模 式,此方法相对省力,但是维护成本较大,一方面每星期对 整个系统油介质的更换就是不少的开销,另一面不停地开 关以及回流的杂质也影响了油泵电机的使用寿命,一旦需 要厂家前来维修,需要上千的费用。
2.改造后的高压造压系统
2.1改造后的高压造压系统原理
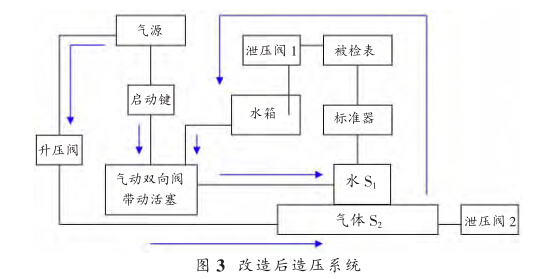
如图3所示,安装好标准器和被检表后,按下启动键, 压缩空气进入气动双向阀,该阀是双位置单气控,具有记忆功能,内孔采用特殊工艺加工,摩擦阻力小,无需加油润 滑,在压缩空气的作用下,阀内组件来回运动带动活塞将 水箱里的水吸入管路中,并对水进行预压,在小腔体里产 生一个基础稳定的压力,这个过程是单向不可逆的。打开 升压阀,压缩气体顺着图中箭头,进入大腔体,因为大小腔 体的受力横截面积相差比较大,根据二力平衡P水 *St=P气*S2,当P气増大时,P水也成倍增加,放大后的P水 进入标准器和被检表中。按照JJG52-2013《弹性元件式一 般压力表、压力真空表和真空表检定规程》的要求,通过控 制升压阀可完成进程的检定,满量程后关闭升压阀,打开 泄压阀2,完成回程检定,最后打开泄压阀1,水又流回到 水箱中。
2.2改造后造压系统的优点
①装置是以气、水作为工作介质,更干净环保,成本也 更低廉。同时泄压后,水回流至水箱中,不会对系统内其他 组件、管路产生影响。该容器是个独立系统,发现水质浑 浊,可很方便对水进行替换。若发现一批被检表弹簧管中 都很脏,亦可对水不进行循环使用,回流的水直接排出即 可。至于曰常维护,只需定期对密封圈进行更换,确保密封 性完好即可,几乎不需要维护费用。
②装置使用气动双向阀带动活塞,能在极短的时间内 达到预压值,而且预压值是可调的,只需改变双向阀的进 气压力。通过固定的横截面积比,可对预压放大十数倍。笔 者做过多次试验,压力从0到60MPa, 10秒内就能完成, 操作简单无噪音,又因介质是水,基本能应对所有类型的 压力表,无需再外接油水分离器,校准一块压力表的时间 可降至5分钟左右。
2.3改造造压系统的注意事项
①气动双向阀作为主要动力源,对他的选取尤为重 要,笔者建议使用亚德客的气动阀,在安装前需清除进气 管道内壁的杂质、粉尘,注意气体流动方向及接管牙型是 否正确,气源必须经过40^m的滤芯过滤,避免在振动环 境下使用。
②压力放大部分选材要经过耐压试验,确保能长期承 受60MPa的压力。
3.结束语
通过对高压造压系统改造前面的数据分析,新的系统 提升了工作效率,节省了校准成本,取代了油水分离器,给 检测人员在曰常检测中带来很大便利,保证压力表检定校 准工作的有序进行。
上一篇:压力表原位计量检定测试方案分析

